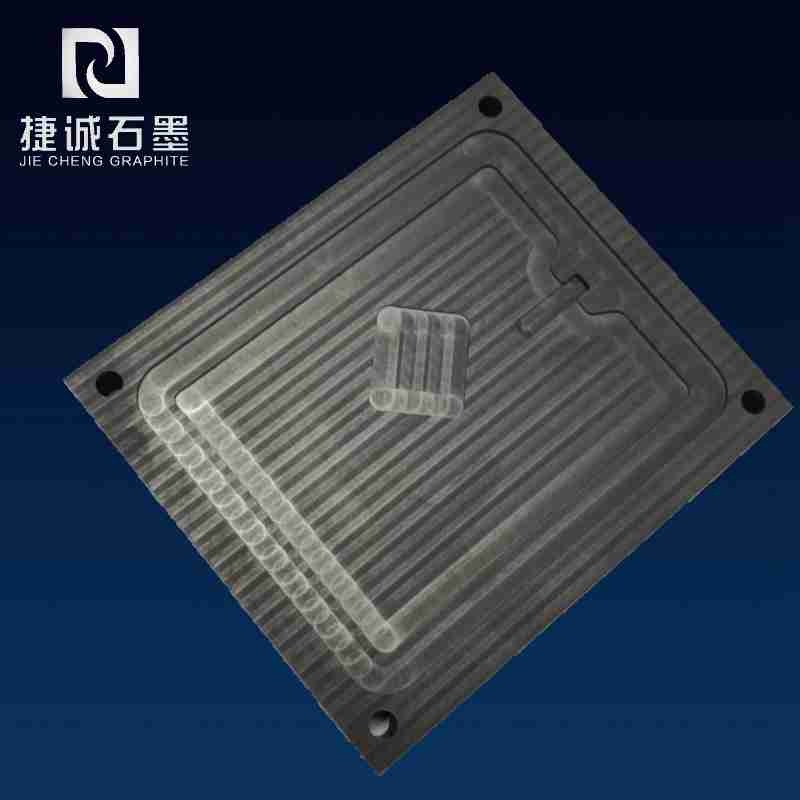
VC擴散焊(hàn)接(jiē)石墨模具如何進行(háng)擴散作用
VC渙散焊接(jiē)石墨模具進行渙散效果(guǒ)的進(jìn)程,首要基(jī)於渙散焊的原理。以下是對該(gāi)進程的具體解釋:
一、渙(huàn)散焊的基本原理(lǐ)
渙散焊是一種固態焊接方(fāng)法(fǎ),其工作原理是將兩個待焊工件緊壓在一起,並置於真空或保護(hù)氛圍爐內加(jiā)熱。在加熱進程中,兩焊接表麵細小的(de)不平處(chù)會發(fā)生細觀塑性變形,然(rán)後到達密切接觸。隨後的(de)加熱保溫進程中,原(yuán)子間(jiān)會相互渙散,畢竟(jìng)形成冶金聯接。
二、VC渙散焊接石墨模具的渙散效果進程
工件預備:
挑選合適的石墨模具和待焊工件,保證它們具有類似的熱膨脹係數和化(huà)學性質,以削減焊(hàn)接進程中的應力和(hé)化學反應。
對待焊工件進行清洗(xǐ)和表麵處理,以去除油(yóu)汙、氧化物等雜質,前進焊接質量(liàng)。
拚裝(zhuāng)與加壓:
將(jiāng)待焊工(gōng)件與石墨模具緊密拚裝在一起(qǐ),保證它們之間的空(kōng)隙盡可能小。
對拚裝好的工件施加恰當(dāng)的壓力,以堅(jiān)持它(tā)們之間的緊(jǐn)密接觸。
加熱與保溫:
將拚裝好(hǎo)的(de)工件置於真空或保護氛圍爐內,並加熱至恰(qià)當的溫度。這個溫度一般高於待焊工件的熔點,但低於其蒸發點(diǎn)。
在加熱進程中,工件和(hé)石墨模(mó)具的(de)表麵會發生細觀塑性(xìng)變形,然後到達更緊密的接觸。
隨後進行保(bǎo)溫處理,使原子(zǐ)間有滿意的時刻進行渙散。保溫時刻的長短取決於待焊工(gōng)件的原料、厚度(dù)和所需的焊接強度。
冷卻與後處理:
在保溫結束後,將工件從爐中取出並進(jìn)行冷(lěng)卻。冷卻(què)進程(chéng)中,原子間的渙散聯接會逐漸固化,形成(chéng)安穩的焊接接頭。
對焊接接(jiē)頭進行後處理,如打磨、拋(pāo)光等,以前進其表麵質量和美觀度(dù)。
三、VC渙散焊接石墨模具的優勢
耐磨、耐高溫:石墨模具(jù)具有優異的耐磨(mó)和耐高溫功用,能夠承受高溫下的抵觸和(hé)磨損。
耐壓(yā)、耐腐蝕:石墨模(mó)具還具有良好的耐壓和耐腐蝕功用,能夠在惡劣的工作(zuò)環境中堅持安穩的功用。
無油自潤滑(huá):石墨模具具有自潤滑功用,能夠削減抵觸和磨(mó)損,前進焊接質量。
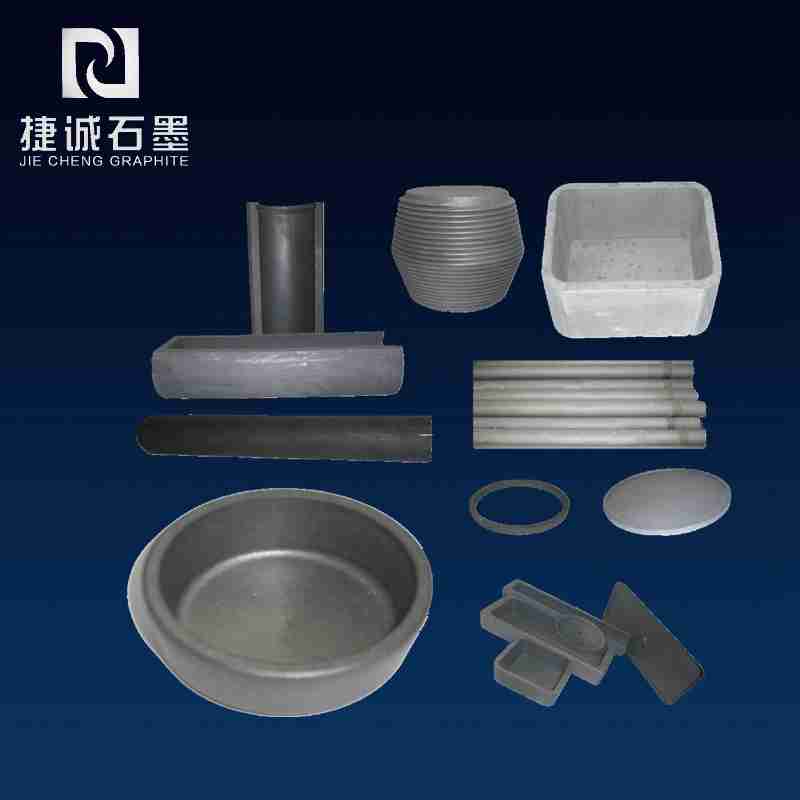
四、使用領域
VC渙散焊接石墨模具因其優異的功用和(hé)廣泛的使用領域而備受喜愛。它們被(bèi)廣泛使用於半(bàn)導體(tǐ)製作、LED製作、太陽能(néng)電池(chí)製(zhì)作(zuò)、金(jīn)屬加工、航(háng)空航天以及電子散熱等領域。在這(zhè)些(xiē)領域中,石墨模具能夠承(chéng)受高溫、高壓和腐蝕(shí)性環境,保證產品的質量和出產效率。
綜上所述,VC渙散焊接石墨模具進行渙散效果的進程是一個雜亂而精細的進程,需求嚴格控製(zhì)各個過程的參數和條件。經過(guò)合理的(de)工件預備、拚裝與加壓、加熱與保溫以及冷卻與後處理過程,能夠獲得高質量(liàng)的焊接接頭和安(ān)穩的石墨模具功用。